

La soluzione HSM per una migliore produttività
Machining Strategist è un sistema CAM 3D all’avanguardia che genera percorsi di sgrossatura e finitura da forme complesse generate con i maggiori sistemi di modellazione 3D.
Le lavorazioni ad Alta Velocità (HSM) sono sempre più utilizzate sia nell’ufficio CAD/CAM che a bordo macchina, permettendo alle aziende di lavorare materiali duri con avanzamenti più veloci.
Machining STRATEGIST è un leader tecnologico in quest’area specialistica con molte strategie specifiche di lavorazione per la creazione di programmi di alta qualità per macchine a CN. Inoltre, molte di queste strategie possono migliorare la produttività di vecchi CN con una forte riduzione dei movimenti in aria, grazie ad un percorso fluido ed arrotondato che aiuta a mantenere continuo il movimento della macchina utensile.
Installato in un ufficio tecnico CAD/CAM o in officina, Machining STRATEGIST è in grado di portare le vostre capacità di lavorazione a nuovi livelli ed assicura un notevole incremento della produttività delle vostre macchine utensili.
Machining STRATEGIST mette a disposizione:
- Lavorazioni con controllo della fluidità del movimento per tutti i percorsi utensili
- Librerie utensili, con portautensili incorporati
- Controllo collisione del portautensile
- Operazioni di foratura
- Gestione dell’utensile conico
- Lavorazioni a 3+2 assi
- Ripresa zone non lavorate, anche in sgrossatura
- Riconoscimento automatico delle aree piatte
- Controllo angolo di pendenza delle superfici per tutti i percorsi utensile 3D
- Sovrametalli distinti per aree piatte e superfici inclinate
- Gestione origini locale
- Elaborazione in modalità batch
- Calcolo dei percorsi multipli con utilizzo di multiprocessori
Interfaccia utente
Machining STRATEGIST è stato sviluppato in modo da essere di facile comprensione, infatti il corso per il suo utilizzo normalmente è di uno o due giorni in totale.
Machining Strategist presenta menù sensibili al contesto e box di dialogo ed è di facile comprensione. Molti parametri vengono calcolati automaticamente o memorizzati dal sistema per ridurre al minimo l’intervento dell’operatore.
Le operazioni sono organizzate con una struttura ad albero che può essere utilizzata per ricalcolare operazioni precedenti con parametri modificati o per memorizzare una sequenza di operazioni da applicarsi a lavori simili.
Help in linea
L’“help-in-linea” contiene delle illustrazioni esaustive e facili da capire. Gli ipertesti guidano l’operatore verso altri argomenti collegati. Tutti gli aiuti sono sensibili al contesto.
Lettura dati
La lettura accurata dei dati provenienti da terze parti è un punto cruciale per il successo di un sistema CAM autonomo.
Le superfici in formato IGES 3D o i modelli solidi in formato PARASOLID sono supportati da Machining STRATEGIST, assieme a VDA-FS ed STL.
Sono disponibili lettori opzionali per i file nativi generati da CATIA, SIEMENS NX – Unigraphics, PRO-E / Creo, JT Open.
Inoltre Machining STRATEGIST può esportare il file del particolare in formato STL, funzione che può risultare utile dopo aver applicato raccordi automatici al modello originale o per inviare a un’altra stazione CAM il grezzo pre-finito per completare le lavorazioni.
Tipologia di lavorazione con Machining Strategist
La gamma delle opzioni disponibili include:
- SGROSSATURA A LIVELLI DI Z
- RIPRESA MATERIALE RESIDUO IN SGROSSATURA
- LAVORAZIONI AREE PIANE
- LAVORAZIONI A Z COSTANTE
- LAVORAZIONI PER PIANI PARALLELI LAVORAZIONI RADIALE
- LAVORAZIONI A SPIRALE
- LAVORAZIONI CON CURVE GUIDA
- LAVORAZIONI PER CONTORNITURA 3D
- LAVORAZIONI A PASSO COSTANTE 3D
- LAVORAZIONI A PASSO COSTANTE 3D IN BITANGENZA
- BITANGENZA
- BITANGENZA PARALLELA
- RIPRESA MATERIALE RESIDUO CON TUTTE LE STRATEGIE DISPONIBILI
Tutte le opzioni di lavorazione adottano delle tecniche per mantenere costante il movimento della macchina utensile, un fattore essenziale per mantenere alti avanzamenti ed eliminare qualsiasi interruzione, fattore che maggiormente contribuisce all’usura degli utensili. Qualsiasi strategia di lavorazione 3D può essere controllata specificando l’angolo d’inclinazione della superficie che deve essere lavorata, senza che sia necessario utilizzare contorni di delimitazione.
Tutti i percorsi utensile in Machining STRATEGIST sono creati in due fasi distinte e separate:
1. Le passate del percorso utensile vengono create e calcolate in base ad un particolare utensile e portautensile
2. Le passate del percorso utensile vengono collegate con i movimenti rapidi e di approccio impostati dall’utente.
Sono molti i benefici legati alla separazione della fase di calcolo passate da quella del collegamento tra le stesse. Innanzitutto, se è richiesta una strategia diversa di collegamento, non è necessario ricalcolare le passate del percorso utensile originale.
In secondo luogo, se le passate del percorso utensile originale richiedono una modifica, questa viene fatta prima della fase di collegamento, garantendo più controllo ed una migliore connessione tra i percorsi utensili ereditati
I movimenti di collegamento del percorso utensile sono stati studiati per mantenere il più possibile l’utensile a contatto con il pezzo, col risultato di una riduzione del tempo totale della lavorazione.
Tutte le strategie di lavorazione possono essere eseguite a 3 assi + 2 in posizionamento. Utilizzare Machining STRATEGIST a 3+2 assi è semplice quanto utilizzare una lavorazione a 3 assi.
Sia che si usino macchine ad alta velocità o macchine tradizionali, Machining STRATEGIST può aiutare a ridurre il tempo totale di lavorazione, allungando nel contempo la vita utile dell’utensile e garantendo una migliore finitura.
Analisi della parte
Una volta importati i dati CAD, questi possono essere visualizzati come wireframe, wireframe con rimozione delle linee nascoste o visualizzati come solidi.
L’uso della grafica OPEN-GL facilita la rotazione dinamica, l’ingrandimento e lo spostamento in tempo reale.
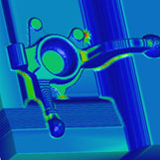
Machining STRATEGIST include una grande varietà di strumenti interattivi per l’analisi della geometria della parte. Posizionandosi sui nodi della superficie, si possono fare misurazioni accurate riguardo a:
• Dimensioni
• Lunghezze
• Curvatura della superficie
• Angolo d’inclinazione
Qualsiasi superficie può essere vista secondo la sua normale, e questo è particolarmente utile nel posizionamento per lavorazioni a 3+2 assi.
Raccordi automatici senza CAD
Può essere determinata la curvatura minima su una parte in funzione della fresa più piccola in uso. Inserendo il raggio dell’utensile minimo, si genera un nuovo modello con dei raccordi nelle zone di raggio inferiore.
I raccordi possono anche essere usati per lisciare il modello per la lavorazione. Possono essere creati dei raccordi con un raggio leggermente più grande dell’utensile in uso.
Il risultato sarà una lavorazione con un movimento continuo senza impuntamenti risultante quindi in una migliore finitura con un minore tempo macchina.
I raccordi possono anche essere specificati per avere un raggio diverso rispetto al diametro. Ciò è particolarmente utile per lavorazioni a 3 assi con utensili torici.
Per esempio, se si lavora con una fresa da 32 r6, possono essere creati dei raccordi da 34 r7, con il risultato di una lavorazione fluente e continua, persino in quelli che erano precedentemente degli spigoli vivi interni.
L’operazione di raccordatura può generalmente essere eseguita in pochi secondi, anche su modelli di grandi dimensioni.
Con l’utilizzo dei raccordi si hanno lavorazioni più omogenee, migliore finitura superficiale e incremento della vita dell’utensile.
Elaborazione in modo Batch
La struttura dell’albero delle sequenze in STRATEGIST può essere usata per registrare una sequenza di eventi e operazioni.
Anziché registrare una macro in anticipo, l’utente può specificare in modo selettivo quali sequenze di lavorazioni, anche non consecutive, registrare, includendo le geometrie di riferimento, eventuale grezzo di controllo e quant’altro fatto, allo scopo di creare una nuova sequenza o macro.
Questo permette all’utente di comporre una selezione di operazioni che possono essere usate per automatizzare altri pezzi similari.
Per esempio, una sequenza di operazioni di sgrossatura e di sgrossatura e di sgrossatura di ripresa, possono essere registrate utilizzando utensili diversi per parti piccole, medie e grandi.
Profili definiti dall’utente
In ogni sessione di lavoro con Machining STRATEGIST l’operatore può salvare i suoi dati come predefiniti, definendoli come un Profilo.
I Profili sono adatti specialmente a chi lavora con componenti di differenti dimensioni ed agli operatori a cui piace lavorare con il proprio stile, così da poter richiamare velocemente la giusta strategia su ogni particolare pezzo.
Utilizzati assieme all’elaborazione in modo batch, i Profili definiti dall’utente possono aiutare ad ottenere il massimo di automazione.
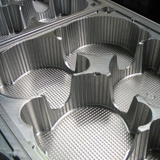
Sgrossatura
Nella lavorazione di sgrossatura Machining STRATEGIST impiega una serie di tecniche che, combinate assieme, creano un movimento utensile il più morbido possibile ed un aumento significativo della vita utile dell’utensile.
Vengono generate una serie di passate parallele a specifiche profondità di Z e queste sono calcolate automaticamente per rimuovere la massima quantità di materiale.
Un’ulteriore caratteristica di “adattamento” della profondità di passata regola automaticamente il livello in Z della fresatura, assicurando che venga lasciato un sovrametallo costante anche sui piani.
Ciò elimina i rischi di rompere l’utensile in operazioni successive, a causa dell’eccessivo materiale lasciato, ed inoltre evita la necessità di un’operazione successiva sulle superfici piane.
Nel momento in cui vengono collegate le passate, viene calcolata un’entrata a spirale con controllo del diametro del nocciolo dell’utensile, asportando, quindi, completamente il materiale sotto l’utensile nel suo movimento alla profondità Z successiva. Viene mantenuto il più possibile il contatto utensile sul pezzo, per una migliore durata della vita utensile.
Machining STRATEGIST, se non è possibile un approccio a spirale, a causa della dimensione ristretta della tasca, si adatta automaticamente eseguendo l’entrata con un andamento a rampa lungo il profilo della tasca.
Se l’entrata a spirale o a rampa dovesse lasciare materiale sotto l’utensile, Machining STRATEGIST elimina questa parte del percorso utensile. Questo materiale verrà lavorato più tardi con un’operazione di ripresa.
Il software non esegue mai delle entrate in penetrazione lungo l’asse dell’utensile, ma sempre con movimenti di rampa o spirale, assicurando sempre delle condizioni di taglio affidabili.
Vengono creati automaticamente degli archi fluenti, eliminando impuntamenti e migliorando gli avanzamenti di fresatura e conseguentemente la vita utile dell’utensile.
Nella sgrossatura il collegamento da una passata all’altra è creato con movimenti ad arco per mantenere più costante il movimento di taglio.
Grezzi e ripresa materiale residuo in sgrossatura
Si può creare un modello del grezzo da usare come riferimento dall’utensile successivo, per rielaborare delle aree che precedentemente non erano state lavorate a causa della potenziale interferenza del portautensile o per visualizzare una sequenza multipla di operazioni.
Machining STRATEGIST può lavorare sia con grezzi 3D che 2D.
I modelli con il grezzo definito in 2D sono utilizzati per costruire una serie di “fette” provenienti da operazioni di sgrossatura che possono poi essere utilizzate per sgrossature di ripresa su tagli progressivamente più piccoli. In questo caso viene generato automaticamente un percorso utensile ibrido, che profila e sgombera aree solo dove richiesto.
I modelli di grezzo in 3D sono utilizzati in modo simile, ma possono essere più utili quando si fanno sgrossature di ripresa in una fase di semi-finitura, per la lavorazione delle fusioni o semplicemente per visualizzare un sequenza composita di operazioni di lavorazione.
Poiché i percorsi utensile di recupero del materiale residuo di sgrossatura possono diventare più frammentati, viene mantenuto un perfetto controllo sui movimenti dei rapidi di collegamento.
I movimenti rapidi vengono eseguiti ad una distanza di sicurezza dal pezzo impostata dall’utente. Il risultato è un minor tempo di movimento in aria ed una maggiore produttività.
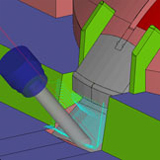
Controllo collisione porta utensile
I portautensili possono essere scelti da un catalogo standard o essere creati in una qualsiasi forma. Possono essere immagazzinati in un database, accessibile anche via rete.
Non c’è limite di complessità per creare il portautensile.
Il maggiore beneficio consiste nel fatto che con l’uso di utensili corti e rigidi si eseguono sgrossature più efficaci su grandi cavità, mantenendo una grande profondità di taglio ed alti avanzamenti.
Quindi, il controllo del portautensili permette di arrivare a fresare profondità ben più grandi di quelle lavorabili dall’effettiva lunghezza utensile.
Il controllo del portautensili è anche molto utile per operazioni di lavorazione con 3+2 assi, dato che consente all’operatore di lavorare delle aree che altrimenti potrebbero essere considerate inaccessibili, senza l’uso di questo approccio.
Specificando la forma del portautensile, tutti i calcoli del percorso utensile vengono completamente protetti dalle collisioni, incluse le entrate e le uscite.
Lavorazioni delle fusioni
I bordi possono giocare un ruolo importante nelle lavorazioni di semi-finitura e finitura, permettendo di limitare delle aree di lavoro. Machining STRATEGIST comprende una serie completa di funzioni per la creazione e la modifica dei bordi. Queste includono:
- Bordi del Perimetro (“silhouette”)
- Bordi delle Aree di Contatto Utensile
- Bordi Aree Piatte
- Bordi Teorici Aree non Lavorate
- Bordi Manuali
– Forma libera
– Rettangolo
– Cerchio
– Dal testo (Caratteri True Type)
Modifica dei percorsi utensile
Qualsiasi insieme di passate del percorso utensile può essere limitato con dei profili creati in qualsiasi piano 3D e le passate possono essere modificate usando i modelli del grezzo ed originali. Le passate del percorso utensile possono anche essere modificate in riferimento al portautensile.
Durante le lavorazioni, possono essere creati dei percorsi utensile senza portautensile. E’ possibile modificare queste passate, dando come limite l’ingombro del portautensile, in cui viene definita la lunghezza di sporgenza dell’utensile.
In questo modo è possibile suddividere la lavorazione completa 3D in base alla lunghezza dell’utensile, ottenendo così, nelle lavorazioni con l’utensile corto, delle velocità di asportazione più elevate.
Collegamento passate
Le opzioni di collegamento di Machining STRATEGIST sono studiate per mantenere l’utensile il più possibile sul pezzo e per minimizzare il tempo di non asportazione. Quando si effettuano lavorazioni di aree piane e di sgrossatura, i movimenti di collegamento creano degli archi fluenti, affinché l’utensile lavori con andamenti dolci e si mantenga in contatto con la parte il più possibile.
In contornitura, Machining STRATEGIST cerca di default di mantenere l’utensile in contatto con la parte mentre esso si muove da un livello Z al successivo. Se il percorso non è continuo e l’utensile deve abbandonare la superficie per andare a lavorare in un’altra posizione, ciò verrà fatto con movimenti ad arco. Negli spostamenti in rapido, si segue di default il percorso più breve, secondo l’andamento della superficie, utilizzando un approccio molto rapido per il taglio successivo.
Vengono utilizzati approcci simili per tutte le altre lavorazioni. Se questi movimenti risultassero essere impegnativi per macchine a controllo più vecchie e più lente, una seconda opzione di minima ritrazione verticale può essere messa in atto per svincolarsi con una minima distanza dal pezzo lungo l’asse utensile. Infine, c’è un’opzione di completa ritrazione verticale, che obbliga l’utensile a ritornare sempre ad una quota Z minima di sicurezza.
In tutte le opzioni di collegamento, i movimenti ad arco mantengono un movimento continuo dell’utensile.
Utensili gemellati
Ci sono due metodi per generare dei percorsi con utensili gemellati, cioè per permettere la sostituzione dell’utensile con un altro identico dopo un determinato periodo d’uso.
Il primo permette all’operatore di forzare una ritrazione ogni “N” mm. Questo metodo è stato studiato per quelle macchine che non hanno il cambio utensile automatico, o dove l’operatore richiede solo un movimento di ritrazione per cambiare manualmente l’utensile.
Il secondo suddivide il percorso utensile in un numero “N” di percorsi in sequenza, in relazione ad una distanza lineare o ad un numero di utensili che si intende usare. I cambi utensile hanno luogo sempre alla fine di una passata di fresatura per non segnare il pezzo in lavorazione.
Schede di lavorazione
Grazie all’uso di Internet Explorer, Machining STRATEGIST può generare schede di lavorazione visualizzabili su qualsiasi computer all’interno di un’azienda, con un’ampia descrizione ne delle lavorazioni eseguite. Se serve stampare il risultato, può essere prodotta una scheda di lavorazione semplificata, senza la grafica.
Post Processors
Un’ampia gamma di postprocessor viene fornita come standard con Machining STRATEGIST, incluse le configurazioni per le ultime macchine utensili. Questi postprocessor, se richiesto, sono facilmente configurabili dall’operatore.
